Comprehensive Analysis of Gas Shielded Welding: Principles, Advantages, and Application Scenarios
Comprehensive Analysis of Gas Shielded Welding: Principles, Advantages, and Application Scenarios
Gas shielded welding is an advanced welding technique that uses an arc heat source to melt metals and isolates the air with shielding gas. Its core principle is to generate a high - temperature arc between the welding wire and the workpiece through a DC or AC power supply. The continuously fed welding wire is melted as filler metal. Meanwhile, carbon dioxide (CO₂), argon (Ar), or mixed gases (such as Ar + CO₂) are sprayed around the arc and the molten pool to form a protective barrier, preventing harmful gases like oxygen and nitrogen from invading the weld. This isolation mechanism significantly reduces metal oxidation and impurity formation, thus ensuring the high strength and compactness of the weld.
Five Technical Advantages of Gas Shielded Welding
1. High - efficiency production: The welding wire can be continuously and automatically fed. The welding speed is 1 - 4 times higher than that of traditional manual welding, making it particularly suitable for mass - production scenarios such as automobile manufacturing and steel structure fabrication.
2. Easy to operate: Compared with processes like TIG welding that require precise arc control, gas shielded welding has lower requirements for welders' skills. Beginners can master basic operations through short - term training.
3. Multi - material compatibility: It can weld various metals such as carbon steel, stainless steel, aluminum alloy, and copper alloy. By adjusting the shielding gas and the type of welding wire (such as solid or flux - cored wire), it can meet the needs of different materials.
4. Excellent weld quality: The shielding gas effectively reduces the oxidation of the molten pool. The weld is uniform and neat, and its mechanical properties are close to those of the base metal. Moreover, the spatter rate can be further reduced by using mixed gases (such as Ar + CO₂).
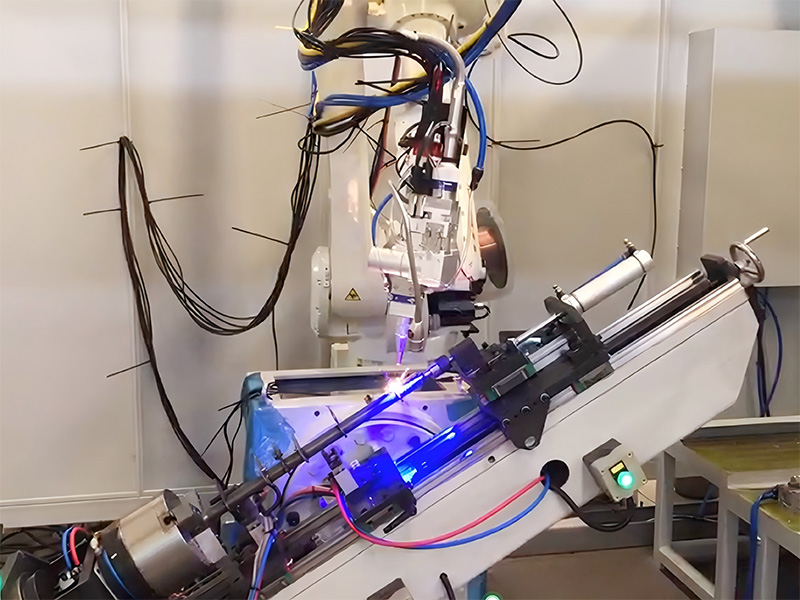
5. Automation adaptability: It supports robot integration and numerical control programming, and is suitable for all - position welding (flat welding, vertical welding, overhead welding). High - precision and low - deformation welding can be achieved in pipeline operations.
Analysis of Typical Application Scenarios
- Industrial manufacturing: It is widely used in automobile body welding and the assembly of construction machinery structural parts, especially suitable for the rapid connection of thin plates (1 - 5mm) and medium - thick plates (5 - 25mm).
- Aerospace: Argon arc welding (TIG) is used to weld titanium alloy and aluminum alloy components to meet the requirements of high - purity and high - strength welds.
- Building and infrastructure: For on - site welding of steel structure bridges and building frames, CO₂ gas shielded welding has become the mainstream choice due to its high penetration depth and wind - resistance ability (when used with wind - protection equipment).
- Pipeline engineering: Mixed gas shielded welding is often selected for the welding of stainless steel pipes and copper pipes, taking into account both penetration and weld formation quality.
Comparative Analysis with Other Welding Processes
- VS Manual arc welding:
Gas shielded welding does not require frequent electrode replacement. The welding efficiency is more than 4 times higher, and there is no slag residue, saving the subsequent cleaning time. However, the equipment cost and gas consumption make it less competitive in small - scale maintenance scenarios.
- VS TIG welding:
TIG welding has higher arc stability and is suitable for the welding of precision workpieces and thin plates, but it is slower and more costly. Gas shielded welding is more cost - effective in thick - plate processing and mass production.
- VS Submerged arc welding:
Submerged arc welding is suitable for long straight welds of thick plates, but it lacks flexibility and all - position welding ability. Gas shielded welding performs better in complex components and space - restricted environments.
Key Points for Process Optimization
- Gas selection: CO₂ is suitable for low - cost welding of carbon steel. The Ar + CO₂ mixed gas (with a ratio of 80:20) can balance spatter and penetration depth and improve the quality of stainless steel and alloy steel welds.
- Parameter matching: The current (e.g., 60 - 90A for 1mm thin plates and 180 - 250A for 10mm medium - thick plates), voltage, and wire - feeding speed should be adjusted according to the plate thickness to avoid burn - through or lack of fusion.
- Wind - protection measures: Wind - protection shields should be configured during outdoor operations to prevent air - flow disturbances from destroying the shielding gas layer and causing pore defects.
With its high - efficiency, stability, and strong adaptability, gas shielded welding has become an indispensable welding technique in modern manufacturing. With the popularization of mixed gas applications and automated equipment, its process potential will continue to be released, providing higher - quality welding solutions for the industrial field.