Three-dimensional Laser Welding Equipment: A Comprehensive Guide to Core Technology Analysis and Application Scenarios
Release time:2025-06-25
Visits:721
Three-dimensional Laser Welding Equipment: A Comprehensive Guide to Core Technology Analysis and Application Scenarios
Three-dimensional laser welding equipment has become a core tool in modern manufacturing, thanks to its advantages such as high precision, high efficiency, and low heat influence. This technology enables non-contact processing by focusing a laser beam. It is suitable for welding complex three-dimensional curved surfaces and shows irreplaceable value, especially in high-value-added industries.
I. Core Technical Principles and Advantages
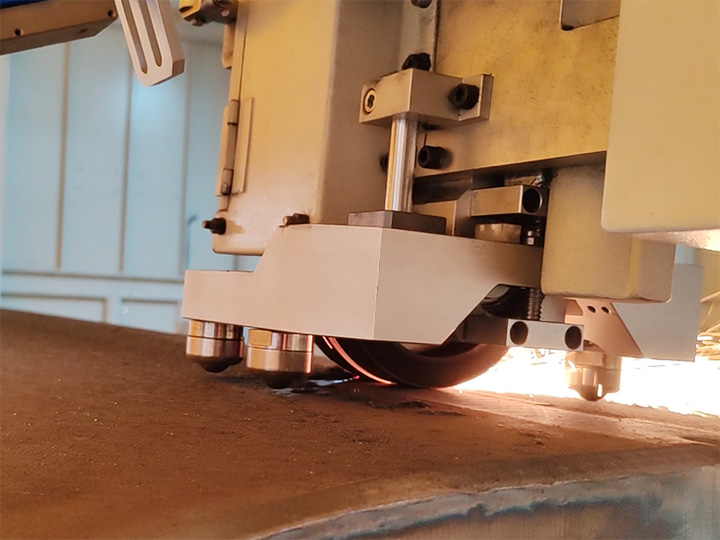
1. High-precision Laser Control
Three-dimensional laser welding equipment uses fiber lasers and digital control systems to ensure concentrated energy density. The depth of the welding molten pool can reach the millimeter level, and the width of the weld is only 0.1 - 0.3 mm, significantly reducing the risk of material deformation. Its precision error can be controlled within ±0.05 mm, making it suitable for processing micron-level precision parts.
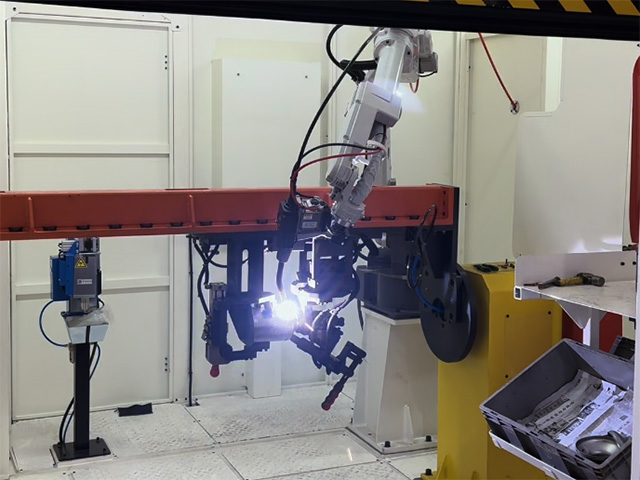
2. Six-axis Linkage and Automation Integration
By integrating a laser welding head with a six-axis industrial robot, the equipment can perform welding along any trajectory in three-dimensional space. The dynamic focusing technology, combined with intelligent path planning algorithms, enables one-time forming of complex curved surface welding, increasing production efficiency by over 40%.
3. Multi-material Adaptability
It supports dissimilar welding of various metal materials such as stainless steel, aluminum alloy, titanium alloy, and copper, breaking through the limitations of traditional processes. Using pulse modulation technology, the heat input is reduced by 60%, effectively avoiding the formation of brittle phases and ensuring the strength of the welded joint.
II. Analysis of Core Application Fields
1. Automobile Manufacturing
It is used for welding body structural parts, sealing battery packs, and welding motor stators. The processing speed can reach 10 m/min, and the porosity of the weld is less than 0.5%. In the field of new energy vehicles, the yield rate of battery modules welded by laser exceeds 99.8%.
2. Aerospace
It enables key processes such as repairing engine blades and welding skin seams. The fatigue strength of the weld is 30% higher than that of traditional TIG welding. The five-axis linkage system can complete the welding of precision pipelines with a diameter of less than 0.5 mm.
3. Precision Electronics
In scenarios such as sensor packaging and chip heatsink welding, the heat-affected zone can be controlled within 50 μm. With the vision positioning system, the positioning accuracy reaches ±0.01 mm, meeting the production standards of microelectronic devices.
III. Key Indicators for Equipment Selection
1. Laser Power and Wavelength
For regular processing, a 1000 - 6000 W fiber laser is recommended. A wavelength of 1064 nm is suitable for thin - plate welding, while for thick - plate processing, 976 nm short - wavelength equipment is recommended to improve energy absorption.
2. Motion Control System
Attention should be paid to the robot's repeat positioning accuracy (suggested to be ≤ ±0.03 mm), maximum arm span (the industry standard is 1.4 - 2.2 m), and motion speed (should be ≥ 180°/s).
3. Process Database
High - quality equipment has more than 200 welding parameter templates built - in, supports real - time adjustment of power waveforms, and is suitable for processing requirements of plate thicknesses from 0.2 to 12 mm.
IV. Industry Development Trends
In 2024, the global market scale has exceeded $5.2 billion, and it is expected to have a compound annual growth rate of 8.7% by 2030. Technological innovation focuses on three major directions:
- Intelligent Upgrade: The integration rate of AI defect detection systems will increase to 75%.
- Composite Processing: Equipment integrating multi - modules of welding, cutting, and cleaning will account for more than 40%.
- Green Manufacturing: Low - power models with a 30% reduction in energy consumption will become the mainstream of procurement.
V. Suggestions for Equipment Use
1. Process Verification
It is recommended to test key parameters such as penetration depth and weld morphology through trial welding and establish a material - parameter mapping database.
2. Maintenance Strategy
The optical path system needs to be calibrated every 500 hours, and the protective lens should be replaced every 2000 hours. It is recommended to use nitrogen purging to protect the laser output head.
3. Safety Regulations
A Class 1 safety protection system must be equipped. A red light curtain or pressure - sensing floor should be set in the working area, complying with the ISO 11553 standard.
Three-dimensional laser welding technology is reshaping the modern manufacturing system. When introducing the equipment, enterprises should select mature solutions certified by ISO 9001 and CE, considering their production scale, material characteristics, and process requirements, to achieve double breakthroughs in production efficiency and product quality.