Overview of Longitudinal Seam Precision Welding Machine
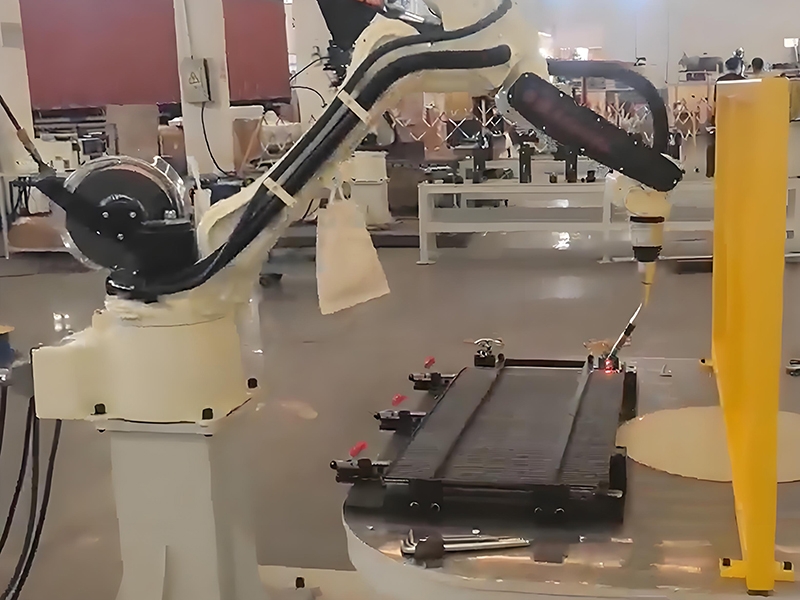
This production line primarily consists of two sets of robotic automatic longitudinal seam welding systems, one automatic grinding system, a complete RGV automated conveying system, and an integrated line control system. The robotic longitudinal seam welding system includes a welding robot, a welding machine system, a positioner, a laser line automatic positioning, scanning, and tracking system, as well as a welding fume extraction device. The automatic grinding system comprises a grinding robot, a laser automatic height positioning and recognition system, a force control sensor, a grinding head, an abrasive collection system, a soundproof grinding enclosure, and related accessories. It is designed for both grinding workpiece reinforcement and correcting roundness after sizing (two workstations).
The line features two loading stations, one buffer station (for intermediate storage between welding and grinding processes), and two unloading stations (one of which can also serve as a secondary grinding loading station). Each station utilizes RGV automated workpiece transport and positioner automatic positioning to locate welding and grinding positions, with no manual intervention required throughout the process.
Operating Environment:
Three-phase AC power supply: 380V (±10%), 50Hz
Single-phase AC power supply: 220V (±10%), 50Hz
Ambient temperature: -20℃ to 45℃
Humidity: 50% to 90%
Compressed air: 0.5MPa to 0.7MPa
Welding Conditions:
Welding method: Argon-rich gas-shielded arc welding (80% Ar + 20% CO₂)
Welding position: Flat (groove) position welding
Welding wire: 1.6mm solid wire
Wire stick-out length: 22mm
Welding oscillation amplitude: 0–30mm
Applicable Workpieces:
Workpiece name: Road roller steel wheel outer shell
Workpiece specifications: Maximum weight 5000kg
Weld type: Double-sided V-groove, compliant with national standards for gas-shielded welding grooves
Process Flow:
1.Manual hoisting of workpiece onto positioning frame
2.RGV transports to welding station and automatically adjusts weld seam to internal flat position
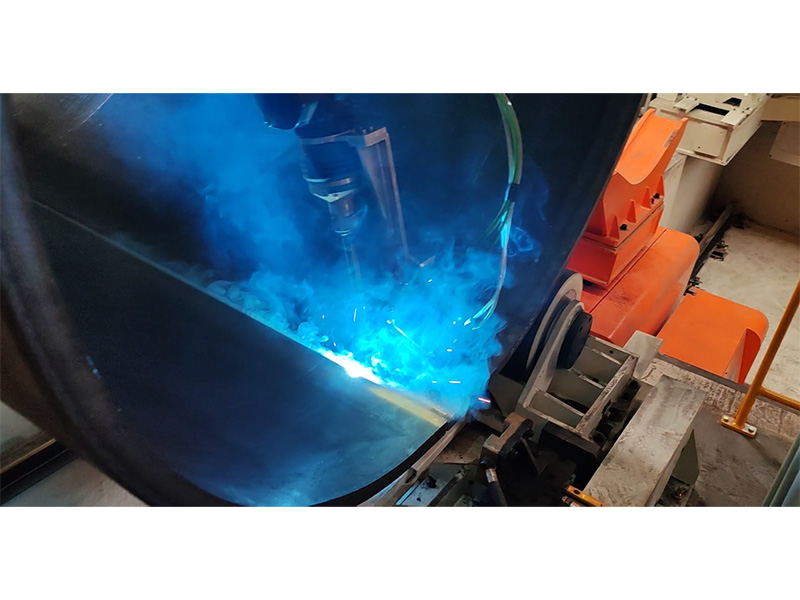
3.Line laser scans inner groove to be welded
4.Robot performs root welding
5.Robot automatically welds inner longitudinal seam
6.Positioner rotates to external weld flat position
7.Repeats internal welding steps
8.RGV transports to reinforcement grinding station (or buffer station)
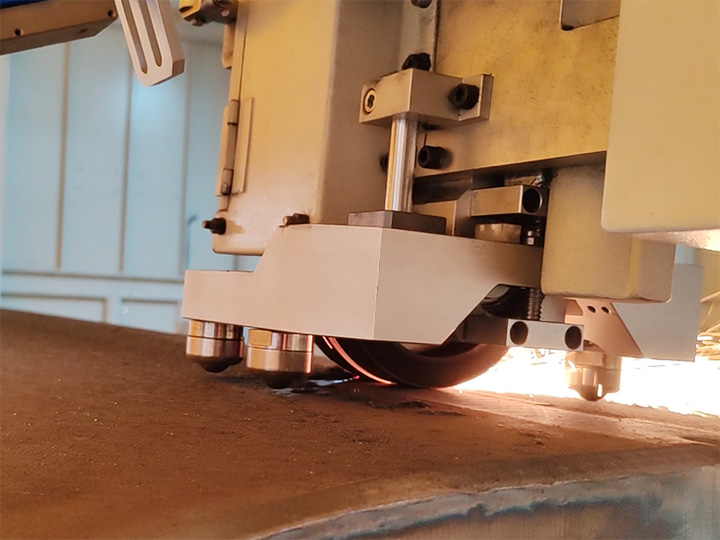
9.Grinding robot detects weld reinforcement via line laser
10.Automatic grinding performed
11.Transported to unloading frame
12.Manually hoisted to repair/grinding area for touch-up and grinding of weld start/stop points
13.Manually hoisted for roundness correction
14.After correction, hoisted to secondary grinding loading station
15.RGV automatically transports to secondary grinding station for roundness grinding
16.RGV automatically unloads workpiece
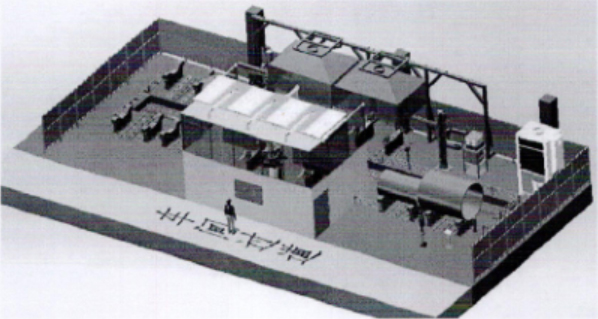
Schematic diagram of production line layout