In the context of Industry 4.0-driven metal fabrication, the industrial 3D robotic fiber laser cutting machine has emerged as a core technology for high-precision, high-efficiency metal processing. Unlike traditional mechanical cutting (e.g., shearing, milling) or 2D laser cutting, this system integrates high-power fiber laser sources, 6-axis industrial robots (for 3D spatial motion), and CNC (Computer Numerical Control) systems to address the limitations of complex metal component manufacturing—such as multi-setup errors, low efficiency, and poor consistency. It is particularly optimized for processing metal materials (ferrous/non-ferrous alloys) and complies with stringent industry standards (e.g., ISO 230-2 for positioning accuracy, AS9100 for aerospace quality). Below is a structured technical analysis of its definition, advantages, applications, advanced capabilities, and selection criteria.
1. Technical Definition & Core Components
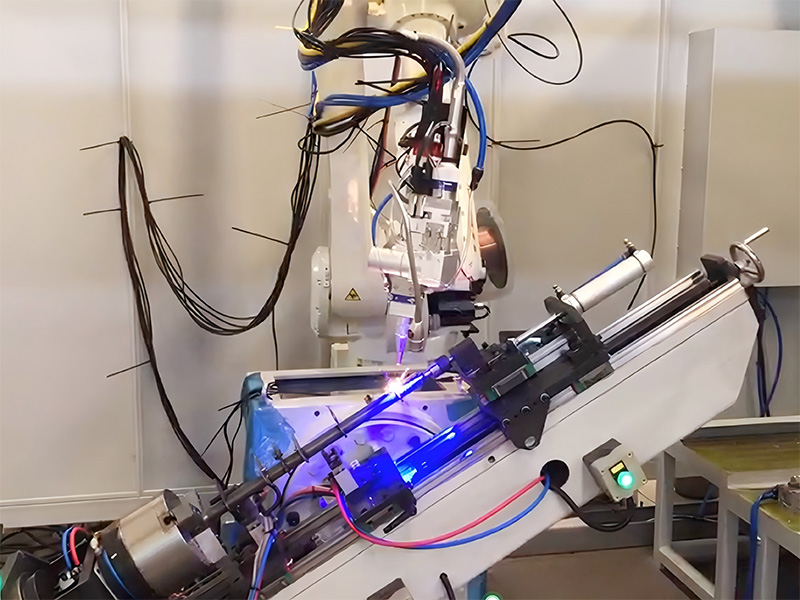
An industrial 3D robotic fiber laser cutting machine is an integrated system designed to execute 3D metal cutting via synchronized control of laser energy and robotic motion. Its core components and technical parameters directly determine processing performance:
| Component | Technical Specifications | Function |
|-------------------------|------------------------------------------------------------------------------------------|--------------------------------------------------------------------------|
| Fiber Laser Source | Wavelength: 1060–1080 nm; Power range: 1kW–30kW; Beam quality (M²): <1.2 | Converts electrical energy into high-density laser beams (10⁵–10⁷ W/mm²) for metal melting/vaporization. |
| 6-Axis Industrial Robot | Repeatability: ±0.005–0.01 mm; Maximum reach: 1.5–3.5 m; Payload: 50–200 kg | Enables 3D spatial motion (X/Y/Z linear + A/B/C rotational axes) to follow complex component geometries. |
| CNC Control System | Supports G-code/M-code; Compatible with CAD/CAM software (SolidWorks, Siemens NX); OLP (Offline Programming) | Interprets design files to synchronize laser parameters (power, frequency) and robotic motion. |
| Beam Delivery Module | Optical fiber (core diameter: 50–200 μm); Galvanometric scanner (scanning speed: 5–10 m/s) | Transmits and focuses the laser beam to a microscale spot (0.05–0.5 mm) for precision cutting. |
2. Key Technical Advantages for Metal Fabrication
Compared to traditional metal cutting technologies, this system delivers quantifiable improvements in precision, efficiency, and material utilization—addressing core pain points of modern manufacturing:
2.1 Ultra-High Precision & Consistency
- Cutting Accuracy: ±0.01–0.02 mm (meets ISO 230-2 Class 1 standards), enabling microscale feature processing (e.g., 0.1 mm-diameter holes in electronic connectors).
- Minimal Thermal Distortion: Narrow heat-affected zone (HAZ) of <0.1 mm for thin metals (1–3 mm stainless steel) and <0.5 mm for thick metals (10–20 mm carbon steel), avoiding post-cut deformation (critical for aerospace/automotive structural parts).
2.2 High Efficiency & Throughput
- Cutting Speed: For 3 mm-thick carbon steel, linear speed reaches 8–12 m/min—3–5x faster than mechanical milling (2–3 m/min) and 2–3x faster than 2D laser cutting (4–5 m/min).
- 24/7 Continuous Operation: CNC automation eliminates human fatigue; equipment overall efficiency (OEE) reaches 85–90% (vs. 60–70% for manual processes), increasing annual production capacity by 40–60%.
2.3 Broad Metal Compatibility
- Ferrous Metals: Efficiently cuts carbon steel (Q235/Q355), stainless steel (304/316L), and tool steel (SKD11)—ideal for construction structural parts and automotive body panels.
- Non-Ferrous Metals: Processes aluminum alloys (6061/7075, common in EV chassis), copper alloys (C1100, for electronic heat sinks), and titanium alloys (TC4, for aerospace components)—overcoming the high reflectivity challenge of non-ferrous metals via high-brightness fiber lasers.
2.4 Material Waste Reduction
- Intelligent Nesting Software: Optimizes cutting paths to maximize material utilization (e.g., 90–95% for sheet metal, vs. 75–80% for manual nesting), reducing metal scrap rates by 50–70%.
- No Tool Wear: Unlike mechanical cutting tools (e.g., end mills, which require replacement every 1,000–2,000 cuts), laser beams have no physical wear, lowering consumable costs by 80–90%.
3. Value of CNC Integration
The CNC system is the “brain” of the 3D robotic fiber laser cutting machine, enhancing its automation, flexibility, and traceability:
1. Repeatable Precision: CNC programming ensures identical cutting results across 10,000+ batches—critical for automotive mass production (e.g., 100,000+ EV battery tray components per year).
2. Rapid Design Iteration: Offline Programming (OLP) allows pre-adjusting cutting paths via CAD models, reducing setup time for new parts from 8–12 hours (manual teaching) to 30–60 minutes.
3. Data-Driven Traceability: Integrates with MES (Manufacturing Execution Systems) via OPC UA protocol to log cutting parameters (laser power, speed, time) and quality data—meeting aerospace/medical traceability requirements (e.g., API 5L, ISO 13485).
4. Industry-Specific Applications
The system’s 3D processing capability and metal adaptability make it indispensable across high-value manufacturing sectors:
4.1 Automotive & EV Industry
- Key Applications: Cutting of EV battery trays (6061 aluminum alloy, complex 3D frames), automotive body-in-white (BIW) structural parts (high-strength steel, HSS), and motor stator laminations (silicon steel).
- Technical Value: Enables single-setup processing of battery tray undercuts and curved edges, reducing assembly errors by 40–50%; cuts HSS with no burrs, eliminating post-cut deburring (saving 2–3 hours per part).
4.2 Aerospace Industry
- Key Applications: Fabrication of titanium alloy (TC4) aircraft structural parts (e.g., wing ribs), nickel-based superalloy (Inconel 718) turbine blades, and aluminum-lithium alloy (2195) fuselage panels.
- Technical Value: Meets AS9100 quality standards with defect rates <0.1%; 3D robotic motion handles turbine blade complex airfoil curves, ensuring aerodynamic performance.
4.3 Electronics Industry
- Key Applications: Cutting of copper alloy (C1100) heat sinks (micro-channels, 0.2 mm width), stainless steel (316L) sensor housings, and precision connectors (0.05 mm pin gaps).
- Technical Value: High-brightness fiber lasers (M² <1.1) avoid copper’s high reflectivity issues; microscale cutting precision ensures electronic component signal integrity.
4.4 Heavy Machinery & Construction
- Key Applications: Cutting of thick-walled carbon steel (Q355) excavator arms (20–30 mm thickness) and stainless steel (304) pressure vessel nozzles.
- Technical Value: 30kW high-power fiber lasers achieve full penetration of 30 mm carbon steel in one pass; 3D robotic motion handles irregular weld prep (e.g., bevel cuts), improving welding efficiency.
For ultra-complex metal components (e.g., aerospace turbine blades, medical implants), the 3D 5-axis laser cutting configuration (X/Y/Z linear axes + A/B rotational axes) further elevates performance:
- Single-Setup Processing: Eliminates multiple setups (common in 3-axis systems), reducing benchmark error (from ±0.05 mm to ±0.01 mm) and cutting time by 30–40%.
- Undercut & Curved Surface Processing: The A/B rotational axes adjust the laser head orientation in real time, ensuring the beam remains perpendicular to the cutting surface—enabling processing of turbine blade undercuts (angle ≤ 45°) and automotive exhaust manifold curved ports.
- Thin-Walled Component Protection: Lower cutting force (vs. mechanical milling) prevents deformation of thin-walled parts (e.g., 0.5 mm-thick titanium medical implants).
6. Technical Selection Criteria
To maximize ROI, select a system aligned with production needs, material characteristics, and long-term operational costs:
6.1 Laser Power Matching
- Thin Metals (1–5 mm): 1kW–5kW fiber lasers (e.g., 3kW for 3 mm stainless steel, speed 8 m/min).
- Thick Metals (5–30 mm): 10kW–30kW fiber lasers (e.g., 20kW for 20 mm carbon steel, speed 2 m/min).
- High-Reflectivity Metals (Copper/Titanium): ≥10kW high-brightness fiber lasers (M² <1.2) to avoid energy loss.
6.2 Robot Reach & Payload
- Small Components (e.g., Electronics): Robot reach 1.5–2 m, payload 50–100 kg (cost-effective).
- Large Components (e.g., Aerospace Fuselage): Robot reach 2.5–3.5 m, payload 150–200 kg (handles heavy fixtures).
6.3 Software & Integration
- CAD/CAM Compatibility: Ensure support for industry-standard software (e.g., Siemens NX for aerospace, AutoCAD for construction).
- Smart Factory Integration: Prioritize systems with OPC UA/MQTT protocols for connection to ERP/MES platforms (e.g., SAP S/4HANA, Siemens Opcenter).
6.4 After-Sales & Maintenance
- Service Response Time: Local service teams (response <24 hours for breakdowns) to minimize downtime (costs $1,000–$5,000/hour for high-volume production).
- Spare Parts Availability: Critical components (laser diodes, robotic motors) in local stock (lead time ≤7 days).
6.5 ROI Calculation
- Initial investment: $150,000–$800,000 (varies by power/robot).
- Annual cost savings: $50,000–$300,000 (reduced labor, scrap, and post-processing).
- Typical ROI period: 12–18 months for high-volume production.