Laser cutting machine for titanium alloy composite material
Laser cutting systems for titanium alloy composites address a unique engineering challenge: precision processing of materials that combine titanium’s high strength-to-weight ratio with the enhanced performance of composite matrices (e.g., carbon fiber-reinforced titanium). These materials—critical in aerospace, medical, and advanced manufacturing—resist traditional cutting methods due to high tensile strength (up to 1,200 MPa), low thermal conductivity, and susceptibility to oxidation. Fiber laser technology, with its 1064nm wavelength and high energy density, has emerged as the optimal solution, balancing cut precision, thermal control, and material integrity. Below is a technical analysis of their capabilities, process nuances, industrial applications, and key considerations.
Core Technology: Laser-Material Interaction in Titanium Composites
Titanium alloy composites demand specialized laser parameters to overcome their unique properties:
Laser Selection: Fiber lasers (10–30kW) are preferred over CO₂ systems due to superior absorption by titanium (≈35% at 1064nm vs. <5% at 10.6μm), minimizing reflection-related energy loss and optical damage. This ensures efficient melting/vaporization even in high-strength grades like Ti-6Al-4V.
Cutting Dynamics: The laser beam, focused to a 0.1–0.3mm spot, delivers energy densities exceeding 10⁶ W/mm², exceeding titanium’s vaporization threshold. A coaxial nitrogen jet (6–8 bar) shields the cut zone, preventing oxidation (which weakens joints) and clears molten debris—critical for maintaining composite matrix integrity.
Thermal Management: Titanium’s low thermal conductivity (≈17 W/m·K) concentrates heat, risking heat-affected zones (HAZ) that degrade composite bonds. Pulsed laser modes (1–50kHz) with short dwell times (<100ns) limit HAZ to <0.1mm, preserving material strength and avoiding delamination in fiber-reinforced variants.
Advantages Over Traditional Methods
For titanium alloy composites,
laser cutting outperforms mechanical machining (milling, waterjet) and plasma cutting in critical metrics:
Micron-Level Precision: Tolerances as tight as ±5μm enable intricate features—micro-slots in aerospace turbine blades, porous structures in medical implants—without compromising the composite’s structural integrity. This precision eliminates post-processing, which is critical for composites sensitive to mechanical stress.
Material Efficiency: Minimal kerf width (0.15–0.3mm) and nesting optimization reduce waste by 25–30% versus milling, a significant savings given titanium composites’ high cost (up to $500/kg).
Thermal Finesse: Controlled pulse profiles limit HAZ, preventing matrix degradation in carbon fiber-titanium laminates. This ensures welded or assembled components retain 90%+ of their original tensile strength—vital for safety-critical parts like aircraft wing spars.
Complex Geometry Handling: 2D systems cut flat composite sheets (e.g., 2mm-thick Ti-CFRP panels) with intricate patterns, while 3D robotic cells tackle curved surfaces (aerospace engine casings, medical implant bases) with 6-axis articulation (±0.03mm repeatability).
Process Challenges and Mitigations
Titanium composites present unique hurdles that demand specialized laser parameters:
High Reflectivity: Titanium reflects ≈60% of 1064nm laser energy at room temperature. To counter this, systems use "pulse ramping"—gradually increasing energy to create an initial plasma, which absorbs subsequent pulses more efficiently.
Oxidation Risk: Titanium oxidizes rapidly above 600°C, forming brittle TiO₂. Nitrogen shielding (99.999% purity) creates an inert atmosphere, preventing oxide formation and ensuring clean, weldable edges.
Composite Delamination: Heat from cutting can weaken bonds between titanium and reinforcing fibers. Low-heat pulsed modes (10kHz, 50ns pulses) and backside cooling (via chilled fixtures) mitigate this, keeping interface temperatures below 200°C.
Thickness Limitations: While 10kW fiber lasers handle 0.3–6mm composites efficiently, thicker stock (6–20mm) requires 20–30kW systems with multi-pass cutting strategies, balancing speed and HAZ control.
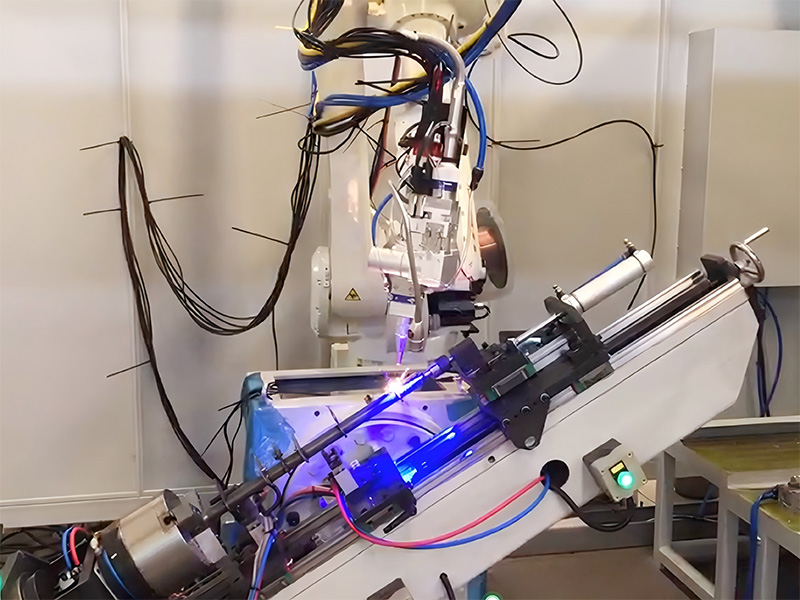
3D Laser Cutting: Expanding Design Possibilities
3D laser systems, paired with robotic arms, enable processing of pre-formed titanium composite components—unlocking geometries impossible with 2D or mechanical methods:
Aerospace Curved Structures: 6-axis robots cut contoured Ti-CFRP engine nacelles, maintaining ±0.05mm alignment with pre-drilled mounting holes. This eliminates the need for post-assembly machining, which risks composite fiber damage.
Medical Implant Customization: 3D lasers shape porous titanium composite scaffolds (for bone integration) with complex lattice structures, tailoring porosity (50–80%) and pore size (300–500μm) to match patient anatomy.
Automotive Lightweighting: For electric vehicle battery enclosures (Ti-6Al-4V with carbon fiber inserts), 3D cutting creates integrated cooling channels and mounting points in a single pass, reducing assembly steps by 40%.
Industrial Applications
These systems are indispensable in sectors where material performance and precision are non-negotiable:
Aerospace & Defense: Cutting Ti-CFRP wing ribs, engine mounts, and missile casings. Laser precision ensures aerodynamic tolerances (±0.1mm) and preserves structural integrity, critical for withstanding supersonic flight stresses.
Medical Devices: Fabricating orthopedic implants (hip stems, spinal cages) from Ti-6Al-4V composites. The ability to cut porous surfaces (Ra 1.6μm) promotes osseointegration, while tight tolerances (±0.02mm) ensure compatibility with surgical tools.
Energy & Advanced Manufacturing: Machining titanium composite components for gas turbines and high-pressure valves. Laser cutting’s minimal HAZ prevents fatigue crack initiation, extending part lifespans in high-temperature environments.
Selecting the Right System
Choosing a laser cutter for titanium composites requires aligning technical specs with material and application demands:
Laser Power: 10–15kW for 0.3–6mm composites; 20–30kW for 6–20mm stock. Higher power reduces cut time but demands robust cooling (water flow rates >50L/min) to prevent optic overheating.
Beam Quality: A low beam parameter product (BPP <1.2 mm·mrad) ensures focused energy density, critical for cutting thin composite layers without damaging reinforcing fibers.
Automation Features: For high-volume production (e.g., aerospace parts), prioritize systems with vision-guided nesting, robotic loading, and in-line HAZ inspection (via thermal imaging).
Gas Delivery: High-pressure nitrogen systems (8–10 bar) with precise flow control are non-negotiable to prevent oxidation—look for models with real-time gas purity monitoring.
Laser cutting has redefined the processing of titanium alloy composites, turning once-unmanageable materials into enablers of innovation. By balancing precision, thermal control, and versatility, these systems empower industries to push the boundaries of lightweight, high-performance design—from next-gen aircraft to life-saving medical devices. For manufacturers working with these advanced materials, the technology is not just a tool, but a catalyst for engineering progress.